

With the impact of global warming, the temperature has increased and the permafrost in the North Pole defrosting gradually. If the conditions worsen, scientists estimate that a significant amount of methane will be released, which leads to extreme climate, and increasing natural disasters including floods, wildfire, heat waves, hurricanes, and blizzards to devastate the whole planet, impacting the economy and society severely. In addition, large quantity of domestic and industrial waste is being dumped into the sea along ditches and rivers, inflicting incalculable damage to the marine ecosystem, hence, the balance of environmental sustainability and human development become the main topic for all mankind.
As a sustainability pursuing enterprise, synnix® values global issue; therefore, we dedicate to develop eco-friendly fabrics. We shall consider comprehensively for solutions and create new image of “eco textile” with least polluted environment measure including raw materials, design, process, and recycling. In order to conserve energy and water, synnix® has invested in updating various equipment with significant performance and we will continue towards the ultimate goal of “water free” process with least harm to the environment.

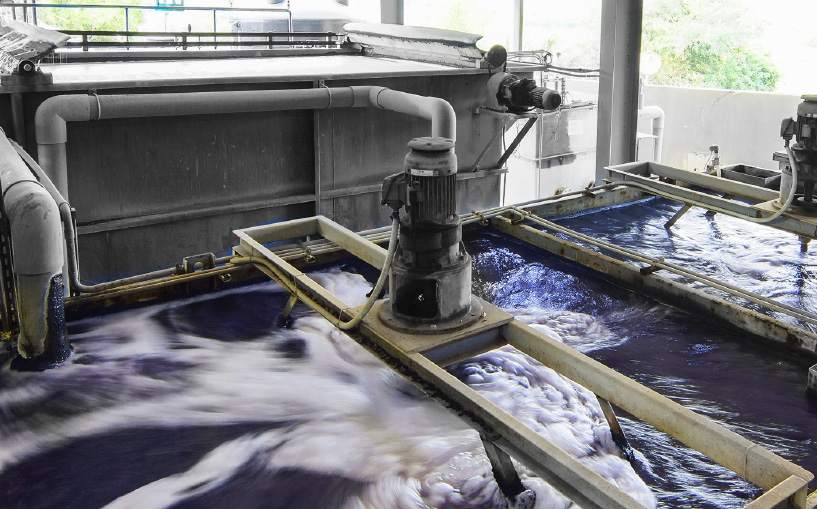
synnix® applied for various eco textiles certification and always acts a step ahead. Take the sewage discharge system as an example, the daily processing capacity was expanded twice amount during the initial planning by increasing the biological filtration time to reduce chemical agents used. In addition, synnix® has introduced a new finishing technology by coating a water repellent stock solution onto the fabrics and utilizing high temperature and pressure for curing process to replace the traditional method of using water as medium, achieving waterless water repellency. synnix® has also began experimenting solution dye from color chips melting, drawing and spinning to directly weave colored fabric with waterless dyeing process.
bluesign®
xManaging from the beginning of manufacturing process, bluesign® provides solutions for enterprises to eliminate harms on environment, connects suppliers, manufacturers, retailers, brands and consumers to control and restrict from ingredients, chemical additives to the waste discharge during the process. Based on the five principles: resource productivity, consumer safety, gas emission, water discharge, occupational health & safety, bluesign® assists enterprises filtering hazardous substances, implementing improvement plans, counseling on improvement process, testing to obtain certification, providing recycled, ecologically sustainable, and least polluted textile products that meet the EHS standards.
bluesign® divides all materials into blue category (permitted usage), grey category (conditional usage), and black category (prohibited usage). synnix® strictly complies with this standard by using most of blue category materials, using limited grey category materials and forbidding black category materials. Our goal is not only to meet the standard, but also to achieve environmental sustainability.



OEKO-TEX® Standard 100
xOEKO-TEX® Standard 100 is the most authoritative eco-textile certification mark and provides independent inspection and certification in accordance with textile raw materials, semi-finished products, and finished products; tested products must pass more than 100 test parameters including formalin, pH value, extractable heavy metal, pesticide, pentachlorophenol, 4-chlorophenol, aromatic amines, carcinogen, allergen, color fastness, and volatile, to the following standards:
- Contains no allergenic or carcinogenic substances
- Contains no pesticide and chlorinated phenol
- Tests the dissolution of heavy metal under the condition of artificial perspiration simulation
- Contains no formaldehyde or its content way below the restriction required by law
- pH value suitable for the skin
- Contains no chlorinated organic materials
- Contains no biologically active finishes
The specific tested product must be proven to not endanger human health, and its production process and waste treatment must also comply with eco-friendly and environmental protection standards; an on-site inspection every three years must be accepted to maintain the stability and consistency of products and process.
ISO 50001
xEnergy utilization is closely related with environmental and ecological sustainability. Only by using energy efficiently and improving efficacy can Synnix® achieve environmental protection and carbon reduction. ISO 50001 energy management system allows enterprises to meet the latest environmental protection and carbon emission standards, and also to further locate core problems, improves energy efficiency, and assists enterprises on reducing cost and increasing profit.
In order to enhance the efficiency of energy utilization, synnix® has changed traditional motors to inverter motors, reuse thermal energy to dried sludge, decreasing volume and weight to reduce the burden of the environment. We keep testing our limit and hope that we will become the leader of “eco textile” eventually.



E-Saving (Tonal Effect)
xsynnix® E-Saving (Tonal Effect) is the invention of nylon high and low amino that relates to a process for making nylon plaid or stripe fabrics bearing tonal effect by a single dyeing step with dyeing temperature reduced from 100˚c to 80˚c, conserving 20% of energy. Take dyeing 700 yards (equal to approximately 100kg) three-color plaid fabrics as an example, by reducing three dyes to one, 2000L of water and 220,000 kcal of heat energy can be conserved, hence achieving the purpose of energy and water saving while pursuing trendy fashion.



PFC free DWR: Non-Fluorinated Durable Water Repellents
xIn the past, due to the incompatibility of “fluorine” and water, the textile industry extensively used inexpensive but effective long-chain fluorocarbon water repel chemical during the finishing process of water repellency, oil-repel, and stain-resistance. However, it is not easily decomposed and high risk of carcinogenicity. Although an improved short-chain fluorocarbon water repel chemical was launched subsequently, it remained a huge concern to the environment and the health. The problem remains unsolved until the fluoride-free water repel chemical was introduced to the market. With the enterprise mission focused on sustainability since the beginning, synnix® has gradually shifted to adopting PFC free DWR for finishing on more than 80% of products, and synnix® continues to move towards the goal of no “fluorine” in all products.


Recycled Polyester Fabrics
x100% Recycled polyester fabrics with GRS certified is the first synnix® product that replaces petrochemical raw materials. Most of them coming from PET bottles and used clothes that may seriously pollute the ocean and air. However, after crushing, washing, separating, drying and melted into polyester chips, which can then be used for independent spinning and blended with other eco materials. synnix® utilizes excellent finishing technology to produce these materials into various fabrics with functions including wicking quick dry and water repellency, with its lightweight and soft features loved by many end users who value environmental protection, it is now a very popular eco-friendly material.



Recycled Nylon Fabrics
xIf nylon waste is disposed by discarding or burning, it either becomes permanent waste or leads to severe air pollution; for ecological sustainability, recycling nylon fabric source including factory yarn waste, fabric scrap or selvage, then transforming these waste into brand new nylon fiber using the polymerization technology. It solves the pollution problem and provides a new material for the textile industry as well. In the next stage, synnix® plans to adopt recycled nylon materials completely to meet GRS requirements and implement in production. The features of wrinkle-free and flexibility allows it to be used diversely.



Bio-based nylon
xDifferent from other recycled eco materials, bio-based nylon is derived from renewable raw materials of natural substance waste such as coffee grounds and castor oil, reducing dependence on the petrochemical industry. It blends castor oil together with recycled industrial waste oil to produce bio-based/mass nylon fabrics, the latest eco-friendly textile with similar performance compared to virgin or recycled nylon fabrics in terms of lightweight, high abrasion resistance and high tear strength making it an ideal fabric for various outdoor merchandises. Even though industrial waste oil cost higher, and less popularization than recycled nylon fabrics, this innovative technology is a new trend of pursuing sustainable and natural textiles.



Eco-friendly membrane
xLamination is the final finish of functional fabrics. PU membranes separated from the fabrics consumed substantial energy power and costs after recycled, which leads to poor recycling efficiency. After using eco-friendly membranes, fabrics and functional membranes of the same materials can be recycled together, which drastically reduces the expenses and energy consumption, also achieving economic benefits

Recycled polyester membrane
produced by recycled industrial waste replacing petrochemical materials, it is easy to bond with any eco-friendly fabrics. It performs comparable tear strength and durability, with high function on waterproof and breathable.
Recyclable nylon membrane
apart from being waterproof and breathable, it contains the features of super lightweight, anti-aging, and UV resistance, and it also maintains excellent resilience under extremely low temperature. Nylon textile products are able to truly adopt into the recycling system with its exclusive technology to maintain sustainable uses of resources.


Bio-based recyclable nylon membrane
a low density membrane produced by mixture of 30-40% castor oil and fossil oil instead of petrochemical materials, reducing 68% of carbon emission and 71% of energy. Retaining the excellent performance of all nylon membranes, its softness and low temperature endurability characteristics are also superior to other membranes, making it a new future success of functional laminated fabrics.
Recycled nylon dope dyed yarn
xRecycled nylon dope dyed yarn is a new material. Similar to recycled nylon yarns, it comes from production waste but adding a masterbatch colorant to the polymer during extruding and spinning. Later weaving into various fabrications or patterns omitting the traditional dyeing procedure. In addition, it also conserves a significant amount of energy, reduces carbon emission, and decreases the discharge of wastewater, to achieve eco-friendly “waterless dyeing”.
